

Path: Home > Iron runner > Text
Long-term Life Iron Trough
The development of anti-explosion and rapid heat up
ASC castable refractory and the practice of
reconstructing dry main trough of a BF with single
taphole into iron store style
ZHANG Ronghui1, ZHAO Yong2, LIU Shoukuan3,
ZHANG Shenghui3, LIU Xiaofeng3, ZHU Lei4
(1.Beijing Allied Rongda Engineering Material Co.,Ltd.;2.Nanjing Allied Rongda Engineering Material Co.,Ltd.;3.Beijing Allied Rongda Research Institute of Engineering Material and Technology,4 Iron Making Factory, Jiangsu Shagang Group Huaigang Special Steel Co., ltd)
Abstract A new anti-explosion and fast-baking castable refractory is developed and applied for reconstructing the whole trough of a blast furnace 450M3 with single taphole, while the main trough is reconstructed as iron store structure. After 69 days of continuous using and iron pass amount over 120000 tons, the first repairing is taken and the repairing time takes about 12 hrs and the fast heat-up time is only 1 hr around. The result shows that, by using the new technology, the much longer campaign life of trough can be gained and the environment of the front platform of the BF with single taphole can be revolutionary improved. The technology is now successfully applied to over 50 troughs which were dry style and all rammed with traditional ASC ramming refractory before.
Key word blast furnace trough single taphole refractory campaign life
_________________________________________________________
Mr. ZHANG Ronghui (Perry Zhang)
Ph. D. / Professor/President of board
Mobil Telephone: +86-13801066625 (English Speaking)
Email: perry@rongda.com.cn & perryrongda@sohu.com
FAX: +86-10-61683157 (To Mr. Perry Zhang)
http://www.alliedrongda.com.cn
____________________________________________________________
1 Preface
The iron trough of modern large blast furnace is generally casted with the low-cement bonded Al2O3-SiC-C castable refracories[1~3]. Such material, characterized by safe use, long campaign life, less consumption and convenient construction and maintenance, is an important guarantee for stable and smooth production of blast furnace.
In general, the large blast furnace has two or more iron troughs, so that when one of the iron troughs must be repaired, just block off the taphole and the iron trough can undergo all the procedures of clearing, casting, curing, hardening, baking and so on, while at the same time, the tapping of other taphole is being in normally use, and doesn’t affect the normal production of blast furnace.
However, the small and medium-sized blast furnaces with capacity of less than 1,000m3 are generally designed with single taphole, so the curing and baking time required for reconstruction of the trough cannot be guaranteed. Therefore, currently the iron troughs of blast furnaces with single taphole are generally constructed with the baking-free Al2O3–SiC–C ramming material bonded with tar and asphalt or resin [4~6]. But the rammed trough is poor in impacting resistance to molten iron flow, due to its loose structure. The campaign life of rammed trough is generally only 3 to 7 days. The utmost case is that the rammed trough need to be repaired every shift. Therefore, the extremely heavy labor intensity is needed for the workers for the maintenance of iron troughs constructed with ramming material.
Because the low-cement bonded Al2O3–SiC–C castable used for the large blast furnace contains submicron powder and dispersant[5~8], so the castable behaves good fluidity, high refractoriness, good compactness and high strength of casted body and the iron troughs are resistant to corrosion and scouring and achieve long campaign life (high iron through-put capacity). However, the biggest problem of this material is that it cannot be rapidly heated up after casting, or else low strength and explosion and bursting accident will appear.
However the practical working condition of a blast furnace with single taphole is very critical. The taphole opens 15~18 times every day, so the temporary repairing operation must be finished within 30~60 min during the interval time of stopping up and next opening of the taphole. The scheduled blowing-out of BF is about once every 2~3 months and each downtime is generally 6~12 hours, which is not enough for using the normal Al2O3-SiC-C castable to recast the damaged trough and bake up. Even though the trough were casted with normal Al2O3-SiC-C castable the first time when the BF were constructed up, the ramming material must be brought back for the subsequent daily repairing, only because of no castable refractory can meet the requirement of the fast pacing production of the BF with single taphole.
2 Study on modification of low-cement bonded Al2O3–SiC–C castable
On the condition of summing up experience and experiments, Beijing Allied Rongda Engineering Material Co., Ltd. has developed a new type of rapid heat up and anti-explosion Al2O3–SiC–C castable which is featured with excellent anti-explosion performance and can be constructed at a thermal state and fast heat up without bursting, thereby meeting the operating requirements for rapid construction and repair of iron trough of small and medium-sized blast furnaces with single taphole.?
The anti-explosion test was done according to the following procedures: A casted wet solidified block of castable refractory, sized of 100×100×100mm, is directly placed into the muffle furnace kept at temperature of 800℃. After 30min, open the furnace door and check the block. It was found that the block of newly developed anti-explosion Al2O3–SiC–C castable has no crackle and has glowed. Compare to the test of the common low-cement bonded Al2O3–SiC–C castable for iron troughs of large blast furnace, the result shows that the test block explodes in a smashing way 2~3min after the wet block was put into the hot furnace.
The performances of the newly developed anti-explosion Al2O3–SiC–C castable are shown as Table 1.
Table 1 Physi-chemical indexes of anti-explosion Al2O3–SiC–C castable
Index |
For main |
For branch iron trough |
|
Chemical |
Al2O3 |
75 |
70 |
Bulk density, g/cm3 |
110℃×24h |
2.86 |
2.36 |
Compressive (Modulus of Rupture) strength, MPa |
110℃×24h |
19.05(3.1) |
18.6(2.85) |
Permanent Linear Change, % |
110℃×24h |
0 |
-0.06 |
Water addition, % |
5.2 |
6.5 |
|
800℃ Bursting Test |
ok |
ok |
|
3 The practice of casting the whole trough and make the main trough iron store style
The traditional main trough of single-taphole blast furnace is dry trough of non iron store style (as figure 1). The iron trough bottom elevation of position c is
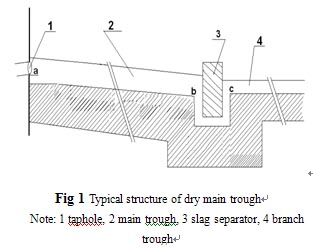
close to the position b of main trough bottom. Thereby, the main trough bottom cannot save remnant molten iron after each tapping. The bottom of the trough is completely exposed to the air. Furthermore, in order to rapidly decrease temperature of iron trough for residual slag and iron removal, water is often spread over to the hot trough after tapping. Therefore, refractory of trough of small blast furnace repeatedly bears thermal shock which causes shrinkage cracking.
Because there is no liquid iron metal in the trough, so that the iron flow dashing out from the taphole impacts the bottom severely and causes badly damage to the refractory at the bottom, and this is the most important reason that causes the damage of main trough of small blast furnace.
Now that we have got the right castable of anti-explosion and rapid heat up, so we can cast the whole trough of single-taphole blast furnace with new castable and design its main trough into structure of iron store style as what is widely used for large sized blast furnaces. The design of main trough of iron store style is as following (as figure 2):
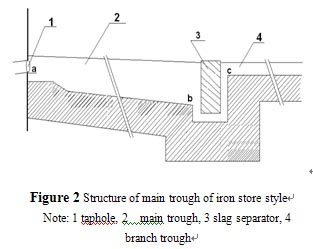
Once after the main iron trough is designed and built into iron store style, new hot iron metal flow dashing out from taphole falls down onto the surface of stored liquid iron metal (including liquid slag), instead of directly impacting onto refractory surface at trough bottom of dry style, which greatly buffers the impact to bottom refractory and greatly benefits to prolong refractory campaign life of falling iron impact point.
Traditional slag separators are made of the ramming mix. Its campaign life is about 1 month. Most of users adopt two sets of separators, so that when one separator is failed the other one can be put into use immediately. In fact, the most vulnerable damage part of slag separator is the cross beam. We cast the whole slag separator together with the main trough by using the same anti-explosion Al2O3–SiC–C castable, while use a precast beam which is carefully baked as the slag separator beam. It’s not necessary to arrange double slag separator system, because the cross beam can be replaced rapidly and castable life of other part of the separator is much longer. And this single separator arrangement will of course not only saves cost, but also saves precious working space of the front platform.
4 Practice and effect
During the overhaul time of a 450m3 blast furnace in Shagang Group Huaigang Tegang company, Beijing Allied Rongda Engineering Materials Co., Ltd. carries out a overall reconstruction of the whole trough: use anti-explosion and rapid heat up low-cement bonded Al2O3-SiC-C castable to cast whole iron trough (including main trough and branches), and the main trough is constructed into iron store style, with single slag separator, and the slag separator is rebuilt as the removable precast beam style (abolition of the original water-cooled beam system at the same time ).
After 69 days of continuous using, and about 120,000 tons liquid iron passed through the new trough, the first repair to the main trough is organized during the interval time of normal preventive overhaul of the blast furnace. It was observed that the average refractory erosion thickness was about 100mm in main trough, and erosion thickness at the bottom of falling iron impact point is no more than 150mm, and also the erosion and abrasion of the precast beam of slag separator are very little.
The first repair took 12 hrs in all, including 6 hrs for cleaning residual slag and erosion layer from the surface of the main trough, 4 hrs for molds installation and casting, 2hrs for removal of moulds and rapid baking.
Subsequent periodical overhaul repair interval are also about 2 months, and each overhaul repair takes about 6~12 hours.
The other 3 BFs of Huaigang Tegang company were then all transformed into all castable trough and their main trough were all constructed into iron store style.
Application practice shows: Almost all the slag falls into the main trough. And because of larger heat of hot metal in main trough, slag in the main trough is in completely molten state and flow out to the slag trough without delay. No residual slag and cooled iron need to be cleaned up after each tapping.? No often dirty and heavy refractory repair and ramming operation need to be done after each tapping. No river sand or coke powder spreading operation need to be done after each tapping.
During the two months from the last surface recasting repair to the next repair, the main trough does not need any repair, only triangle area of branch troughs is repaired now and then, which decreases largely the labor intensity of the trough maintenance operation.
Poisonous and dirty yellow smoke generated from the tar and pitch or resin bonded ramming mixes on site will never appear again. The platform field in front of furnace can be very clean and tidy and orderly. Workers completely get rid of the heavy job everyday for iron trough repairing under high temperature and smog. The new technology leads to a revolutionary change of environment which make the most dirty, tired, heavy, and unsafe operation of iron-making to be quite safe and easy surroundings.?
6 Conclusions
Application practice has proved that the campaign life of main trough of blast furnace with single taphole can be prolonged greatly by using the newly developed anti-explosion and rapid heat up castable to reconstruct the main iron trough into iron store style (Patent 200820180405.8 ). It can be expected that the main trough can sustain the iron flow trough-put of 100,000 ~ 150,000 tons without overhaul repairing. The labor intensity for maintenance of the front trough can be decreased above 90%. Meanwhile, the technique also radically improves work environment of tapping platform of the blast furnace with single-taphole. The environment can be as good as the environment of large blast furnace tapping field.
7 Achievement
The technology has been successfully applied to over 50 BFs, size from 200 to 650 m3, which were dry style and all rammed with traditional ASC ramming refractory before. (till Oct.,2009, See the list of customers) The average campaign life of main trough after a recasting is around 2 months. The longest campaign life is 100 days achieved on two 450m3 BF.
References:
Wang zhangming,Li zaigen. The development of refractory for the trough of blast furnace. Refractory.1996,30(2)109~112
Bonsall S B, Henry D. K. Wear mechanisms in alumina-silicon carbide-carbon blast furnace trough refractories [J]. Am, Ceram. Soc, 1985, 13(2):331-336.
Sterbesov S, Ivanov Y, Serbezova R, et al. Properties of ultra low cement castables in A12O3-SiC-C-SiO2 systems[C]. Unitecr'93 ?Congress. Refractories for the new World Economy. Proc. Conf.: Sao Paulo,1993:939-950
Chen xianshu, Wang kuida. The application of castable refractory on the trough of blast furnace of Capital Steel Co.. Iron Making, 1995, 14(4):36-39.
Luo maohua. The development and application of refractories for the platform of blast furnaces,Iron Making,Vol.21, Suppl. March 2002
Wu xingrong,Cao feng,Tian feng,Zhou lei. The effect of sintering additive to the performance of ramming material of ?Al2O3-SiC-C. Refractory,2002,36(2):80~82
Li zaigen,Wang shouye,Wang zhanmin. The effect of addition of Si、Al、Si3N4 to the performance of Al2O3-SiC-Ccastable. Refractory,1994,28(5):251~255
Yuan maotian,Duan zhengbing,Li shengqi.? The development and application of Al2O3-SiC-C castable for large sized blast furnaces. Refractory,2002,36(4):226~228
——————————————————————
铁沟业绩表(List of customers in China)
Mr. ZHANG Ronghui (Perry Zhang)
Ph. D. / Professor/President of board
Mobil Telephone: +86-13801066625 (English Speaking)
Email: perry@rongda.com.cn & perryrongda@sohu.com
FAX: +86-10-61685703 (To Mr. Perry Zhang)
http://www.alliedrongda.com.cn
|